



レーザ樹脂溶着とは
- レーザー溶着
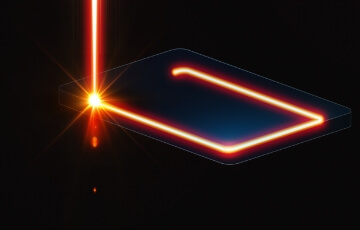
レーザ光を樹脂(プラスチック)に照射し、境界面に熱を発生させて樹脂同士を溶着させる工法です。
吸収材でレーザ光を吸収し発熱→透過材へ熱伝導で溶融し混ざり合い接合します。
1. レーザ樹脂溶着の仕組み
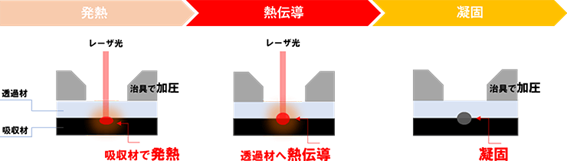
図1 レーザ樹脂溶着の基本イメージ
■ レーザ樹脂溶着には、光を透過する「透過材」と、光を吸収する「吸収材」の組み合わせが必要です。
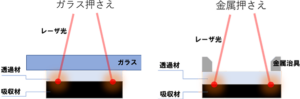
■ 加圧の目的は樹脂同士を密着させる事です。樹脂同士にスキマがあると、空気の断熱効果で効率よく熱伝導が出来ないので、お客様の製品に合った加圧治具の構想が不可欠です。
■ 株式会社広島メカトロニクス事業部では今までの実績からレーザ樹脂溶着に合った加圧治具の設計製作を致します。
2. レーザ樹脂溶着のメリット
低ランニングコスト
接着剤やネジが不要で、製品によってはパッキンも不要にできます。
製品ダメージの低減
超音波溶着や振動溶着と比較して、振動による内部部品へのダメージが無い、バリや粉塵も出にくい工法。
製品の小型化
狭い溶着幅でも気密性を得やすく、ネジ止めスペースやスナップフィット構造が不要。
型が不要
超音波溶着や振動溶着と比較して、製品毎に高額な型が不要な為、多品種への対応がしやすい。
加工時間が短い
接着剤の硬化時間や、製品によってはパッキンを入れる工程が不要へ。
3. POINT
デメリットとしては、
①樹脂材料に透過材と吸収材が必要な為、材料に工夫が必要な点ですが、樹脂メーカー様によって、レーザグレードの樹脂がランナップされておりますので、お問い合わせ下さい。
②レーザ樹脂溶着に使用されるレーザ光はクラス 4 と非常に危険な為、保護筐体が必須です。
株式会社広島メカトロニクス事業部では JIS C 6802 に則った安全機器の搭載、装置としての安全対策を実施する事によりレーザ樹脂溶着“装置“としてクラス1となります。
その他、安全ももちろんですが、生産設備としてのトレーサビリティ、高品質な加圧制御等、品質にもこだわっておりますので株式会社広島メカトロニクス事業部へご相談下さい。
4. レーザ樹脂溶着のポイント
図2 良好なレーザ樹脂溶着を支える要点
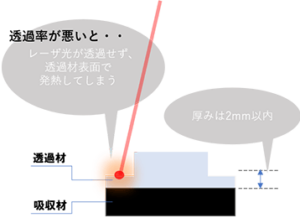
 ■レーザ樹脂溶着には透過材に30%以上の透過率がある事が望ましいです。透過率が低いとレーザ光を透過せ ず、透過材表面でレーザ光を吸収し発熱、焦げに繋がります。
■レーザ樹脂溶着には透過材に30%以上の透過率がある事が望ましいです。透過率が低いとレーザ光を透過せ ず、透過材表面でレーザ光を吸収し発熱、焦げに繋がります。
■ レーザ光が透過する箇所の厚みは2mm以内が望ましいです。
透過材の厚みが厚い程、透過率は悪くなる傾向にあります。
■透過材に入っている、配合剤によって透過率は変わります。
※配合剤・・酸化防止剤などの添加剤、GF(ガラスフィラー)などの充填剤、着色剤など
■ ワークは色付でもレーザ光を透過します。
※ただし、染料の着色剤を使用した場合レーザ光が透過する染料で着色すれば、透過材黒×吸収材黒でも溶着可能です。

■ワークに「ひけ」「そり」があると、透過材と吸収材の間にスキマが出来るので、密着不足の原因となります。
■GF(ガラスフィラー)の分布が不均一であると、レーザ光の透過率が部分部分によってバラつき、溶着不良の原因となります。

■レーザ樹脂溶着には透過材と吸収材の密着が非常に重要です。
スキマは0.05mm以内が望ましく、その為には、溶着面の均一な平面度と、そのワークに合った加圧治具の構想が不可欠です。
■ワークサイズ、形状に合った加圧力の設定も重要なファクターです。
密着不足解消の為に高い加圧力で加圧しながら溶着しても、ワークに残留応力が残る為、
長期的な信頼性には欠けます。ワークに合った加圧力の設定が良品を作る上で非常に重要です。

■一般的に溶着リブ(溶かし代)を吸収材に設けるのが望ましいです。
溶着リブ幅と溶着強度は基本的には比例します。
■溶着リブを設けるメリットとしては、沈み込み量(ワーク高さの変位量)が測定出来る事にあります。
沈み込み量は溶着品質を保証する項目の1つとなります。


■溶着面を適切な温度へ効率よく上昇させる、レーザ加工条件を制御する事が重要です。
一般的に適切な温度とは、融点~熱分解点の間の温度です。
お客様の製品にとって、最適なレーザ加工条件を見つけるお手伝いをさせて頂きますので、是非ご相談下さい。
5. こんなお困りごとに対応できます
● 加圧治具の構想・設計・製作
● ワーク形状に応じた加圧条件の検討
● トレーサビリティを考慮した設備構想
● 品質を重視した加圧制御・加工条件の最適化

